Model NO.: JX16TC008
Application: Steel Structure
Finish: Dacromet
Size: 5/8"~1-1/2"
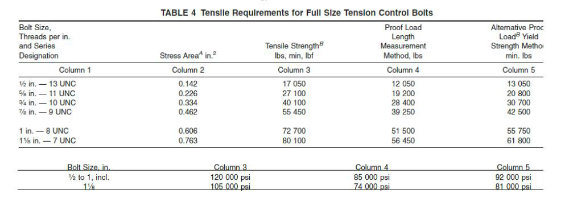
Tensile Strength for 1/2"-1": >120000psi
Yield Strength for 1/2"-1": >85000psi
Trademark: HYZ or customer brand
Transport Package: Carton or Barrel and Wooden Pallet
Specification: 5/8"~1-1/2"
Origin: Hangzhou China
HS Code: 7318
Model NO.: JX16TC008
Application: Steel Structure
Finish: Dacromet
Size: 5/8"~1-1/2"
Tensile Strength for 1/2"-1": >120000psi
Yield Strength for 1/2"-1": >85000psi
Trademark: HYZ or customer brand
Transport Package: Carton or Barrel and Wooden Pallet
Specification: 5/8"~1-1/2"
Origin: Hangzhou China
HS Code: 7318
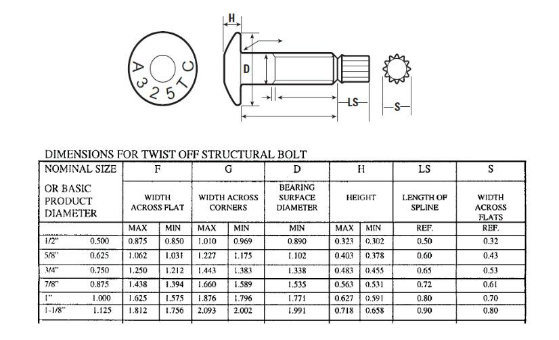
S10T tension control bolt for steel structureÂ
| Product name |
Tension control bolt, tor-shear bolt |
| Standard |
ASTM F1852 |
| Available specs. |
ASTM F2280(A490TC), JSS II09(S10T),GB/T 3632,ect. |
| Grade |
8.8 |
| Dia. |
1/2"~1Â 1/2" |
| Length |
1 1/4"~ 12" |
| Materials: |
Alloy steel---40Cr / 35CrMo, 42CrMo |
| Available finish |
Dacromet, black oxide, phosphating, electronic galvanized,ect. |
| Bolt Set |
set= 1 bolt + 1 Nut + 1 washer |
| Head marking |
HYZ+A325TC  or customers' brand + A325TC |
| Packing |
Carton and wooden pallet or wooden case; barrel+wooden pallet |
| Certification: |
FPC BC1, SGS,BV,ISO, factory testing report. |
 Class of bolt, nut and washer
Class of bolt, nut and washer
| Components |
Bolt |
Nut |
Washer |
| Class |
F1852 TYPE1 |
DH / 2H |
F436 |
 Erection drawing
Erection drawing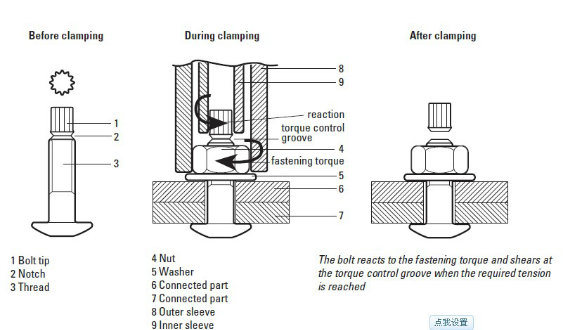
                                     Â
We are professional in manufacturing high strength tension control bolts and heavy hex head bolts, shear studs for steel structures. All products can be manufacture as per international standard or customer drawing. for details, welcome for negotiation.Â
Per Batch goods will be together with 3.1 certificate or the 3rd party inspection report.Â
S10T tension control bolt for steel structureÂ
| Product name |
Tension control bolt, tor-shear bolt |
| Standard |
ASTM F1852 |
| Available specs. |
ASTM F2280(A490TC), JSS II09(S10T),GB/T 3632,ect. |
| Grade |
8.8 |
| Dia. |
1/2"~1Â 1/2" |
| Length |
1 1/4"~ 12" |
| Materials: |
Alloy steel---40Cr / 35CrMo, 42CrMo |
| Available finish |
Dacromet, black oxide, phosphating, electronic galvanized,ect. |
| Bolt Set |
set= 1 bolt + 1 Nut + 1 washer |
| Head marking |
HYZ+A325TC  or customers' brand + A325TC |
| Packing |
Carton and wooden pallet or wooden case; barrel+wooden pallet |
| Certification: |
FPC BC1, SGS,BV,ISO, factory testing report. |
| Components |
Bolt |
Nut |
Washer |
| Class |
F1852 TYPE1 |
DH / 2H |
F436 |
                                     Â
We are professional in manufacturing high strength tension control bolts and heavy hex head bolts, shear studs for steel structures. All products can be manufacture as per international standard or customer drawing. for details, welcome for negotiation.Â
Per Batch goods will be together with 3.1 certificate or the 3rd party inspection report.Â
"Gravity Die Casting. A permanent mould casting process, where the molten metal is poured from a vessle of ladle into the mould, and cavity fills with no force other than gravity, in a similar manner to the production of sand castings, although filling cn be controlled by tilting the die."
Gravity Die Casting
Sometimes referred to as Permanent Mould, GDC is a repeatable casting process used for non-ferrous alloy parts, typically aluminium, Zinc and Copper Base alloys.
The process differs from HPDC in that Gravity- rather than high pressure- is used to fill the mould with the liquid alloy.
GDC is suited to medium to high volumes products and typically parts are of a heavier sections than HPDC, but thinner sections than sand casting.
There are three key stages in the process.
-
The heated mould [Die or Tool] is coated with a die release agent. The release agent spray also has a secondary function in that it aids cooling of the mould face after the previous part has been removed from the die.
-
Molten metal is poured into channels in the tool to allow the material to fill all the extremities of the mould cavity. The metal is either hand poured using steel ladles or dosed using mechanical methods. Typically, there is a mould [down sprue" that allows the alloy to enter the mould cavity from the lower part of the die, reducing the formation of turbulence and subsequent porosity and inclusions in the finished part.
-
Once the part has cooled sufficiently, the die is opened, either manually or utilising mechanical methods.
Advantages
-
Good dimensional accuracy
-
Smoother cast surface finish than sand casting
-
Improved mechanical properties compared to sand casting
-
Thinner walls can be cast compared to sand casting
-
Reverse draft internal pockets and forms can be cast in using preformed sand core inserts
-
Steel pins and inserts can be cast in to the part
-
Faster production times compared to other processes.
-
Once the tolling is proven, the product quality is very repeatable.
-
Outsourced Tooling setup costs can be lower than sand casting.
Gravity Casting Parts
Gravity Casting Parts,Aluminum Alloy Gravity Casting Parts,Aluminum Gravity Die Casting Parts,Gravity Casting Aluminum Parts
HSI INDUSTRIEL LTD , https://www.hsiindustriel.com